1热熔连接热熔连接是用专用加热工具,在压力下加热聚乙烯管材或管件的待连接部位,使其熔融后,移走加热工具,施压将两个熔融面连在一起,在稳定的压力下保持一段时间,直到接头冷却热熔连接包括热熔对接连接热熔承插连接热熔鞍型连接2电熔连接电熔连接是用内埋电阻丝的专用电熔管件与PE管。
热热熔对接是将待接PE管段界面,利用加热板加热熔融后相互对接融合,经冷却固定而连接在一起的方法B准备 a对接管段均应材质一致,应尽量采用同一厂配套材料 b对接管段外径壁厚应一致c待焊管材和管件的内外表面尤其是端口附近应光滑平整,无异状 d管材的尺寸偏差等应满足要求。
从发展动向看,PE给水管道采用热熔对接才是主流PE给水管热熔连接方法的具体步骤 PE给水管道系统的热熔连接的设备和工艺都比较简单,只要要严格控制好温度压力和时间三个参数,就可以保证PE给水管质量的稳定1在对接焊机上夹紧管材和管件的插口段,清洁插口端2移动可动夹具,切削所焊管段管件。
pe水管熔接方法是什么 把需熔接的pe管放置在热熔器上,然后用支架拖着管材的另一头,保持水平位置接下来把管材的端口处切平整,保证两根管材之间能够完全吻合再把加热板加热到两百一十度,放置到两根管材的端口中间,操作电动液压装置,让两根管材的端口同时跟电热板接触加热把加热板拿掉,继续操作。
可以使用热熔连接电容连接机械连接等方法1热熔连接热熔连接就是使用热熔机进行连接,并且还需要对接机进行辅助,然后将管材两端进行加热融化,之后将两端对接在一起,一定要选择合适的时机才能保证接头能够正常连接2电容连接电熔连接比热熔连接更加简单,更加适用于不方便使用对接机的时候,电。

1热熔对接PE给水管热熔对接是采用热熔对接焊机来加热管端,待管端熔化后,迅速将其粘合,保持一定的压力,经冷却达到熔接的目的2电熔连接PE给水管电熔连接是将电熔管件套在管材管件上,通过电熔焊机将预埋在电熔管件内表面的电阻丝通电加热,产生的热能使电熔管件的内表面和与之承插的。
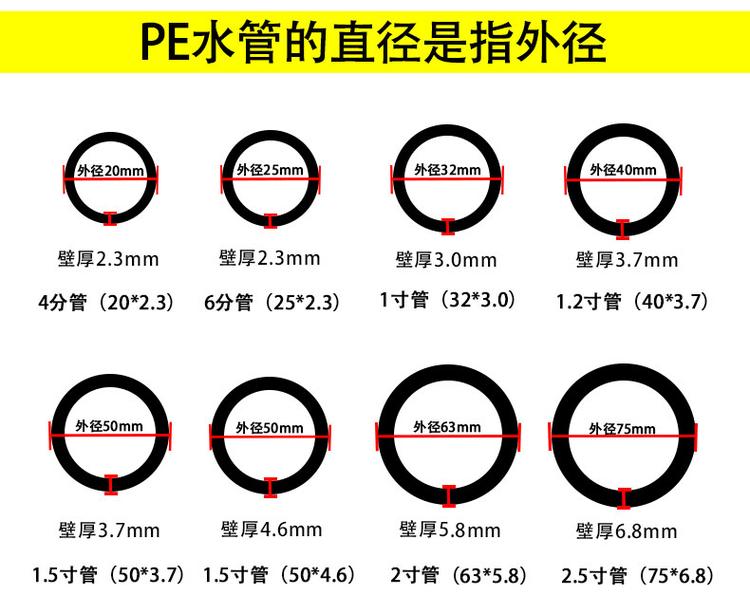
1PE给水管的连接方法有电熔链接热熔连接泰聚乙烯非开挖铺设技术和机械连接等等电熔连接包括电熔承插连接和电熔鞍型连接2PE聚乙烯材料由于其强度高耐腐蚀无毒等特点,被广泛应用于给水管制造领域因为它不会生锈,所以,是替代普通铁给水管的理想管材PE给水管执行产品国家标准。
1PE管夹具固定对中将两根PE管放置在夹具上,调整两根管子高度,让两根管子的中心轴线基本处于同一水平线,夹固,然后通过夹具调整对中,使两根焊管完全对中,尽量减小错边,这样可以提高焊接质量,并且防止偏心造成接头焊接不牢固,气密性不好2PE管端面切削 在PE管中间放入铣刀,调整夹具使管件端面贴。

你好,可以焊接这里说的焊接是pe给水管两端的焊接,因为PE给水管是以专用聚乙烯为原材料经塑料挤出机一次挤出成型,应用于城镇给水管网灌溉引水工程及农业喷灌工程,特别适用于耐酸碱耐腐蚀环境的塑料管材焊接步骤1PE给水管焊接时,将两管轴线对中,先将两管端部点焊固定2PE给水管与。
3PE给水管壁厚在5mm以上时,应切割坡口,保证充分焊透坡口成形可采用气焊切割或坡口机加工,但应清除渣屑和氧化铁,并用锉刀打磨,直至露出金属光4钢管切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心度5法兰要垂直于管子中心线,表面要互相平行,法兰 衬垫不得凸入管内,连接。
城镇燃气输送管道 由于PE给水管具有较好的抗蠕变性和经济性,以逐步取代墨筑管用于城镇燃气输送矿砂泥浆输送PE给水管道安装规程1热熔承插安装,DN20DN63mm规格一般采用此法,具体流程如下1用管剪根据安装需要将管材剪断2在管材待承插深度处标记号3将热熔机模头加温至20左右。
PE给水管热熔对接时的主要步骤1在对接焊机上夹紧管材和管件的插口段,清洁插口端2移动可动夹具,切削所焊管段管件端面杂质和氧化层,保证两对接端面平整光洁无杂质3校直对接焊机上两对应的待接件,使其在同一轴线上,错边不能超过壁厚的10%否则,将影响对接质量4将加热。
施工前客户注意的事项 客户应根据装修设计图纸及房型结构来确定水管走向,水管走向可分为吊顶排列墙槽排列地面排列及明管安装,选择哪种排列方法与装修队协商 用水设备定位例如 一在管道系统中的前置过滤器增压泵或埋墙式龙头,在安装水管前,并确定摆放位置,否则影响施工 二正规厂家生产的热熔机器。
怎么接塑料水管的接头 关于塑料“给水”管的连接主要有以下3种1采用专用胶水粘接,适用于PVC给水管道2采用热熔连接,厂用于PPR管RPAP5管等3采用电热熔连接,适用于室内外较大口径的PE给水管道塑料自来水管怎么接 如果是没有丝扣的,那就用热融机,加热后对接粘住塑料水管怎么连接。
PE管电熔焊接电压为395+05V,焊接电流最大不超过100A电熔连接是先将电熔管件套在管材上,然后用电熔焊机按规定的参数时间电压等给电熔管件通电,使内嵌电热丝的电熔管件的内表面及管子插入端的外表面融化,冷却后管材和管件即融合在一起焊接参数 参考上表,Pe160法兰电熔焊接参数是。